Do you want to learn how to do full penetration welding? Full penetration welding is a type of weld that ensures that the entire length of the weld joint is filled with metal. This produces a strong, durable weld that is less likely to fail over time. This guide will teach you everything you need to know about full penetration welding, from how to set up your workspace to the best techniques for achieving perfect results. Let’s get started.
What is full penetration welding and why is it important?
A penetration weld is a groove weld or a fillet weld, depending on the context. A full penetration butt joint weld, for example, is a butt joint in which the welding material must entirely cover the opposing surfaces of the materials being joined.
In a complete penetration welding procedure, both metal components are welded together, leaving no spaces between them. In this method, the filler material is injected into the joint’s roots. You may use this technique on high-strain-resistant metallic items.
An ncomplete penetration weld is has weaker metal strength than it does in partial penetration. As a result, metal goods with complete penetration are ideal for high-strain applications.
Difference between full penetration weld and partial penetration weld
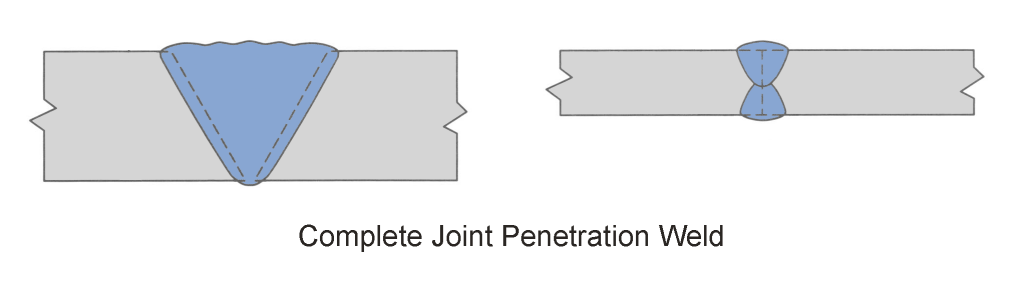
A complete weld penetration, or a full weld penetration, is the most effective technique for producing a thick weld. Weld passes may be used to bevel and penetrate the weld. In joints with thicknesses of 0.20 inches or more, you can still obtain penetration without creating a groove bevel.
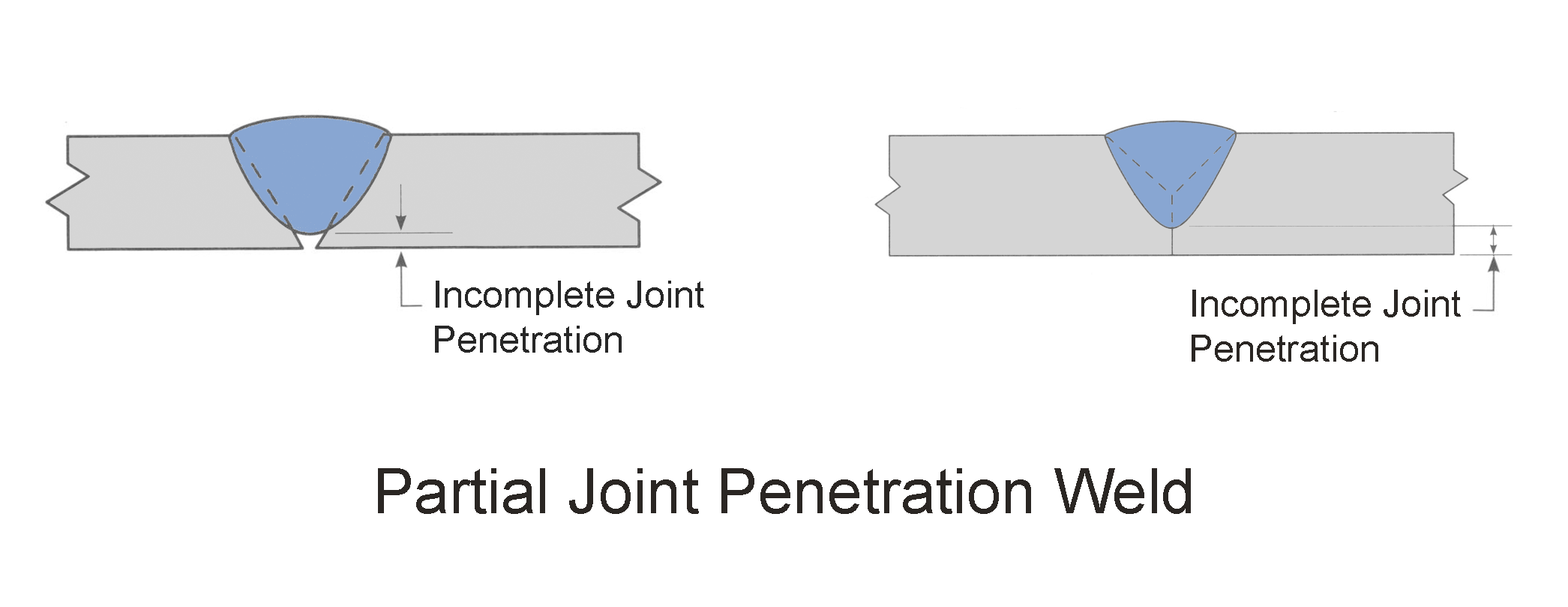
The partial penetration welds are not as thick as the underlying material next to them, because they do not completely consume the junction. Because it lacks the extra volume to resist stresses, this increases the weld’s vulnerability to breakage.
A geometric stress concentrator is provided by the partial penetration weld’s unburned intersection. This can make the weld more likely to collapse than the base material next to it.
A penetration weld can be a broad weld that has been beveled and pierced with many weld passes. A perforation in a sheet metal connection of 0.020 inches width is another form of a penetration weld. In this case, you don’t need to utilize a groove bevel to achieve the best results.
For deep perforation, a high power density is required. For every square meter, it should be more than one megawatt. The result is a superior weld and metal product with a higher power density.
How to achieve full penetration welding?
There are a few things you need to take into consideration when trying to achieve full penetration welding. First, you need to make sure that your workspace is set up correctly. This means having all of the necessary tools and equipment within easy reach.
Second, you should take the time to practice your technique on some scrap metal before attempting to weld on your project piece. This will help you to get a feel for the process and ensure that you are comfortable with the techniques involved.
Finally, when you are ready to weld, be sure to use slow, steady passes in order to achieve the best results. Here are a few things to consider:
Set the correct voltage
It’s crucial to note that the voltage determines how deeply a weld goes. If the voltage is lower, it indicates that the arc is more widely dispersed. It also produces a larger weld bead.
If your voltage is low and you’re not sure why, consider lowering it. The problem with lowering the voltage, though, is that the power density could drop to a level where the arc isn’t sustainable enough to penetrate.
As a result, for full penetration welding, the voltage must be in a certain range. Charts, professionals, or experience may help you determine this range.
Increase current
High current promotes deeper weld penetration. The greater the current, the greater the heat input and the deeper the penetration.
Power density is the most essential property for effective penetration. Current and power density, on the other hand, have a close relationship. As a result, achieving full joint penetration requires that you first consider current.
Choose the right electrode polarity
The depth of penetration is primarily determined by polarity. The connection between the two is rather simple. The direction of the current is decided by the polarity used, and it influences whether the base metal or electrode receives the most heat.
The perforation level is determined by the polarity type. The following types of polarity have the following effects:
Positive DC electrode results in more weld perforation. It’s because the parent metal absorbs more arc energy.
Negative DC Anode: With a negative DC polarity, less weld perforation occurs since more of the arc energy is focused on the anode rather than the parent plate.
We always advocate using a DC+ polarity (positive electrode, negative workpiece) as it produces a deeper weld pool in the workpiece. As a consequence, the filler reaches further into the base metal and you may more readily achieve full weld penetration.
The Velocity of the Wire Feed
The length of time the arc energy must travel into the parent plate at each junction is determined by how quickly the anode moves down the weld joint.
As the travel rate rises, the arc above the connection shrinks and the perforation.
The Position of the Torch
The degree of perforation is also influenced by the welding torch’s position. The effect, on the other hand, is somewhat less than that of the arc travel velocity or power supplied during welding. The backhand technique generally causes deeper penetration than the forehand method.
You may penetrate as deeply using the backhand welding approach and a 25-degree torch angle as you can with a 30-degree torch angle. Despite this, a greater torch angle causes the arc to become unstable, therefore preventing deeper penetration.
The Rate of Deposition
The rate of deposition is determined by the wire feed speed. To obtain a certain level of deposition, you may change the tip-to-metal distance and current.
A short distance between the tip and the metal leads to a slow wire-feed velocity and a high current in welding. The penetration will be greater, and the deposition rate will be lower. Because less metal will be deposited at a particular current level, the penetration depth will be greater.
If you want to get a shallow penetration, use a lengthy tip-to-metal spacing. It has a low deposition rate at a specific current level. It results in less penetration.

Is Full Penetration Welding an Effective Technique?
Corrosion resistance is gained by a complete penetration weld over a partial penetration weld. A partial penetration weld has an unfused junction line, which might act as a repository for corrosives and lead to differential growth that can cause corrosion. If welded correctly, there’s no danger of corrosion with a full penetration weld.
The welded area is then subjected to even higher temperatures, around 1800°F. This extreme heat causes the base metal’s mechanical properties at the weld interface to be disrupted. The resulting heat-treated material is more brittle, deformed, and crack prone. A diluted admixture may also be caused by this. That indicates that the combined filler metal and base metal have different properties than either of them.
When welding thinner sections, in the most severe situations, the high-energy can burn a hole in the base metal. Welders refer to this as a burn-through, which is precisely what you don’t want to happen with a workpiece.
Conclusion
Full penetration welding is a process that results in a weld that penetrates the entire thickness of the two pieces of metal being joined. It offers several advantages over other welding techniques, including greater corrosion resistance and mechanical strength. However, it’s important to understand the factors that can affect the degree of perforation in order to ensure successful joint penetration. Full penetration welding is an effective technique when used correctly.


Rob Steven
I'm Rob Steven with more than 10+ years of experience in the welding field, I have done my welding degree from Central Louisiana Technical Community College, it was always fun and passion for me going into welding. Now being a passionate welder I also blog about welding.



